Stavebnice CNC frézky Next 3D

Poučka nám říká, že frézování je třískové obrábění vnitřních nebo vnějších rovinných a tvarových ploch. Hlavní řezný pohyb (rotační) při frézování vykonává nástroj a vedlejší řezný pohyb (přímočarý nebo rotační) vykonává obrobek. Nástroj (vícebřitý) se nazývá fréza a stroj frézka. První frézy byly používány na konci osmnáctého století. Využívaly se především v zámečnictví na pilovací práce. Břity fréz se podobaly pilníkům. Ve svém článku se zaměřím na CNC frézku řady Next 3D určenou k obrábění plastů, dřeva, plexiskla, uhlíku, DIBOND, desek s elektronickými obvody aj.
Next3D je nová série frézek, jež byla v plném rozsahu vyvinuta německými výrobci a po dvou letech vývoje můžeme představit zařízení, jaké v této cenové hladině na trhu není. Přitom je nutné zdůraznit, že během fáze vývoje byl kladen velký důraz na bezporuchovou a jednoduchou montáž, spolehlivost a dlouhou životnost zařízení. Zařízení sestaví člověk s technickým myšlením a manuální zručností. Český zástupce výrobce samozřejmě poradí se sestavením stroje. Při vlastním sestavování frézky se seznámíme s technologií CNC daného stroje. Pro představu nejprve popíši jednotlivé části stroje.
Popis jednotlivých součástí frézky

1. Hnací motor pro osu Z
Krokový motor pro svislý pohyb (nahoru/dolů) v ose Z.
2. Lineární vedení (speciální profil) pro osu Z
Pohybuje se svisle (nahoru/dolů) prostřednictvím hnacího motoru osy Z pomocí hnacího vřetena.
3. Ohebná trubka („husí krk“) X
Obsahuje řídicí kabelové svazky pro hnací motor osy Z a pro referenční spínače osy Z a osy X.
4. Hnací motor pro osu Y
Krokový motor pro vodorovný pohyb (doleva/doprava) držáku nástroje.
5. Levý portálový sloupek
Dva portálové sloupky stroje pohybují osou X a osou Z podél osy Y. Při práci na stroji je nutno zajistit čistotu celé dráhy pohybu.
6. Ohebná trubka („husí krk“) Y
Obsahuje řídicí kabelové svazky pro hnací motor osy Z a pro referenční spínače osy Z a osy X.
7. Hnací motor pro osu Y
Krokový motor pro vodorovný pohyb (dopředu/dozadu) celého portálu stroje.
8. Levý panel pro osu Y
Obě lineární vedení pro osu Y jsou chráněna před vniknutím cizích předmětů krycími panely, které je nutné odstranit při údržbě dvou hnacích vřeten a lineárních vedení pro osu Y.
9. Čelní panel
10. Tlačítko nouzového zastavení
Stiskem tlačítka se stroj ihned zastaví.
11. Přepínač ZAP/VYP
Zapíná a vypíná napájecí zdroj stroje. Přepínač obsahuje kontrolku indikující provozní stav jednotky.
12. Kryt pro osu Z
Jsou zde umístěny všechny kabely pro osu Z a referenční spínač. Pod nalepovacím štítkem je otvor, jehož prostřednictvím můžete nastavovat šrouby pro vedení.
13. Vodicí lišta pro osu X
Celá jednotka osy Z se pohybuje podél tohoto lineárního vedení. Na tomto hliníkovém profilu jsou kromě toho namontovány také řídicí linky pro osu Z.
14. Pravý portálový sloupek
Dva portálové sloupky stroje pohybují osou X a osou Z podél osy Y.
15. Hnací vřeteno pro osu Z
Je poháněno motorem pro osu Z a pohybuje vedeným nástrojem svisle (nahoru/dolů).
16. Úchyt nástroje
Průměr 43 mm, pro vedené nástroje, bývá často označován jako CNC adaptér „Eurohals“. Zde jsou upnuty frézovací motory, pera souřadnicového zapisovače, hlava 3D tiskárny a další nástroje.
17. Pravý panel pro osu Y
Stejné jako číslo 8.
18. Pracovní plocha
Materiál MDF, tloušťka 10 mm. Lze také nahradit stolem s drážkou T.

19. Větrací štěrbiny
20. Ventilátor
Zajišťuje do statečnou cirkulaci vzduchu pro chlazení elektroniky.
21. Výkonový výstup
Frézovací motor je možné připojit do této zásuvky. Stroj je vybaven elektronikou potřebnou k zapínání a vypínání frézovacího motoru prostřednictvím softwaru.
22. Spínací vstup výkonu
Máme-li ke stroji připojen frézovací motor, jejž chceme zapínat a vypínat příkazem ze softwaru, pak je nutné tuto zásuvku připojit k výstupu výkonu 230 V napájecím kabelem IEC.
23. Pojistka 5 A
Chrání prvky 230 V řízené strojem – například frézovací motory nebo vysavače.
 24. Prostor pro přídavnou spínací zásuvku napájení
24. Prostor pro přídavnou spínací zásuvku napájení
25. Typový štítek
26. Hnací motor pro osu Y
Shodný s hnacím motorem číslo 7. Tento krokový motor je odpovědný za vodorovný pohyb (dopředu/dozadu) celého portálu stroje.
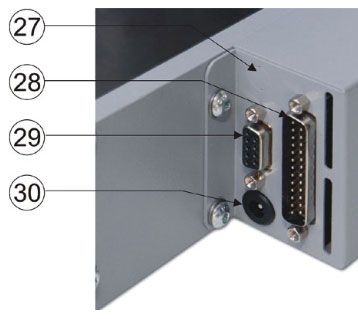
27. Zdířka 3,5 mm (na přání)
Doplněk pro připojení příslušenství.
28. Připojení IEEE 1284
Paralelní rozhraní pro přímé připojení vstupu tiskárny počítače nebo ovládací skříňky.
29. Výstup pro čtvrtou osu (na přání)
30. Připojení napájecího zdroje 19 V
Systém ovládání stroje
CNC portálové frézky Next3D jsou ovládány prostřednictvím počítače a speciálního CAM softwaru, určeného pro CNC stroje. Výkresy obrobků jsou vytvořeny předem za využití kreslicího vektorového programu nebo CAD (CorelDRAW, Fusion 360, AutoCAD apod.) a pak uloženy v příslušném formátu. Po vytvoření výkresu je třeba jej editovat programem CAM a převést do G-kódu nebo do souboru HPGL pro výstup na stroji.
Počáteční provoz stroje s CNC Studio
CNC stroj se připojí k USB skříňce CNC Studio a k počítači. Nainstaluje se software CNC Studio do počítače, přičemž vlastní software a instalační pokyny jsou k dispozici na přiloženém DVD. Podrobný postup instalace dostane zákazník v tištěné verzi spolu se strojem. Po instalaci CNC Studio USB se nastaví výchozí hodnoty v souladu s návodem.

Obrazovka ovládacího programu CNC Studio
Import souboru HPGL (*.plt)
 Import se uskuteční v programu CNC Studio kliknutím na tlačítko „Program“ a dále „Open file“ vpravo nahoře a výběrem souboru „MyFile.plt“ z adresáře CNC Studio USB/HPGL na pevném disku. Poté se zavře okno „Open“ a klikne na tlačítko „Homing XYZ“ vlevo. Stroj se přesune do výchozí polohy, přičemž se osa Z posouvá nahoru, až do nalezení referenčního spínače.
Import se uskuteční v programu CNC Studio kliknutím na tlačítko „Program“ a dále „Open file“ vpravo nahoře a výběrem souboru „MyFile.plt“ z adresáře CNC Studio USB/HPGL na pevném disku. Poté se zavře okno „Open“ a klikne na tlačítko „Homing XYZ“ vlevo. Stroj se přesune do výchozí polohy, přičemž se osa Z posouvá nahoru, až do nalezení referenčního spínače.
Poté se osa X posouvá doleva a vyhledává další referenční spínač. Nakonec se celý portál posouvá zpět podél osy Y. Po ukončení sekvence návratu do výchozí polohy se celý portál posune dopředu. Jsou-li všechna nastavení správná, objímka pro upnutí řízeného nástroje je umístěna vlevo nahoře, asi 100 mm nad frézovacím stolem. Tato poloha se nazývá nulový bod stroje.
Po levé straně obrazovky CNC Studio USB (zobrazení „Program“) je vidět úsek programu označený „Manual drive“. Pomocí příslušného ovládacího tlačítka se ručně přesune osa Z o přibližně 50 mm dolů. Poté kliknutím myší na ovládací tlačítko „Zero point set“ se osa Z posune o 10 mm nahoru, což je bezpečná vzdálenost, specifikovaná v nastavených hodnotách.
Nyní se klikne v CNC Studio na „Start“, zavedený soubor přijde na výstup stroje, nástroj upnutý ve stroji se pohybuje podél čar, uložených na zavedeném výkrese. Tímto je stroj nyní připraven k provozu!
Provoz CNC stroje s jiným softwarem
CNC systém v řadě Next3D pracují se všemi řídicími programy (například EstiCAM, WinPC-NC, Eding CNC, Galaad 3). Tyto programy řídí CNC stroj přímo prostřednictvím portu LPT nebo USB. Je-li stroj řízení prostřednictvím portu USB, budeme potřebovat software USB i příslušnou krabičku USB. Krabičky USB nejsou vzájemně slučitelné a jsou vždy určeny výlučně pro použití se softwarem, dodávaným s krabičkou. Tyto krabičky USB jsou vždy připojeny mezi počítač aCNC stroj. K CNC stroji jsou připojeny prostřednictvím rozhraní LPT a k počítači prostřednictvím USB. Občas na trhu narazíme na řešení s připojením Ethernet namísto USB.
Kromě toho můžeme stroje Next3D ovládat přímo prostřednictvím portu LPT počítače s příslušným softwarem. Mezi nejoblíbenější programy s přímou podporou portu LPT patří kupříkladu Mach 3 a Linux CNC. Tyto programy nevyžadují krabičku USB, a počítač je připojen přímo k CNC stroji.
Stoly a upínání obrobku
Řada Next3D se dodává ve dvou verzích, a to se stolem s drážkou T, nebo s jednoduše natřenou dřevotřískovou deskou, kterou je možné použít přímo jako dočasný stůl k frézování. U verzí stroje se stolem z dřevotřískové desky se obrobky připevňují přímo na stůl oboustrannou samolepicí páskou nebo třeba vruty. Je-li stůl opotřebovaný, můžete jej obrátit a používat druhou stranu, nebo si můžete nechat uříznout dřevěnou desku na požadované rozměry.
U verze stolu s drážkou T můžete na stůl montovat různé nástroje. Upínání obrobků je navíc podstatně rychlejší a snazší díky různým přídavným součástkám. Stoly s drážkou T pro řadu Next3D byly zkonstruovány a vyrobeny speciálně pro tyto stroje.

Různé způsoby upínání obrobku na pracovní stůl s T drážkami




 original
original